

キー溝加工とは、機械部品や工具などの製造工程で行われる加工方法の一つです
キー溝とは、軸となる部品に切られた溝のことを指します。このキー溝には、別の部品が嵌め込まれることで、回転や運動を伝える役割があります。
キー溝加工は、機械の正確な動きや安定性を確保するために非常に重要な役割を果たしています。例えば、自動車のエンジンや工作機械など、多くの機械部品にキー溝加工が施されています。
キー溝加工を行うためには、専用の工具や機械が必要です。まず、軸にキー溝を切るためのフライス盤や旋盤などの加工機械が使用されます。そして、適切な大きさと形状のキーを選び、キー溝に嵌め込まれるように取り付けられます。
キー溝加工は、機械部品の製造において欠かせない工程です。正確な加工と適切なキーの選択によって、機械の性能や耐久性を向上させることができます。
キーと軸(シャフト)とキー溝について
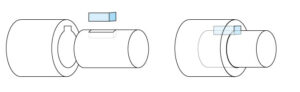
キーとは歯車やベルトなどの軸と一緒に回転する部品の「空回り」を防ぐため、双方に差し込むくさびのようなものです。キーを差し込むために設けられた溝がキー溝となります。上図は、軸と軸穴の内径に挟み込むように挿入させる角型の沈みキー(平行キー)のイメージです。キー溝加工とは、一般的に内径へのキー溝加工の事をさします。
キーと軸については、機械要素として定義されており、JIS規格で定義されています。
キー溝加工の種類について
- スロッター加工(立て削り盤加工)
スロッター(立削り)盤は、カム式(往復運動)の加工機で、刃物を取り付けたラムが垂直方向に往復運動をして、穴の内面を加工することを目的とした工作機械。止まり穴加工が出来る機械。
- キー溝盤加工
同じようにカム式の加工機であるが、数枚の刃物を鋸の様に上下させ、切込みを行う加工機。自由度は高いが、刃物コストは高く、量産加工には不向き。小物キーに弱い。加工には熟練技術を要する。
- ブローチ加工(ブローチング)
ブローチとよばれる特殊な工具を用いて、ブローチ盤で工具を引き抜くことで、一気に粗加工から仕上げ加工までを行う加工法
- ワイヤーカット
最近の高精度キー溝加工の需要増でワイヤー加工機でキー溝を加工するケースが増えている。当然の事だがコストは極めて高く、試作加工限定の加工方法である。当然NC加工機のノウハウが必要。
- 電気加工
金属の代わりに,電気エネルギを刃物工具として用いて加工します。(放電加工,レーザ加工など)
キーの種類について
- 平行キー
平行キーは回転軸のシャフトに歯車やベルトなどを固定してシャフトと一緒に回転する部品です。
- 沈みキー
電動装置など、一般的によく使われているキーです。軸と回転体などのボスの両方にキー溝を作り、キーをはめ込みます。回転体の動力が確実に伝わるというメリットがあり、高速回転、重荷重に適しています。平行キーや勾配キーが使われます。
- 半月キー
キー溝の加工が容易で、先の部分に向かって細くなっているテーパー軸でよく使用されます。通常では、テーパーの形状に合わせて正確にキー溝を加工するのは難しいですが、半月キーであれば、フライスカッターによって容易に加工できます。伝達能力は低いのがデメリットです。ウッドラフキー(wood ruff key)とも呼ばれます。
- 接線キー
キーのなかで最も強く固定できます。キー溝を軸の接線方向に作り、勾配1/60~1/100の2つのキーを互いに反対向きに打ち込んだものです。また、ボスや軸を弱めないというメリットもあります。伝達能力が高く、圧延機、重荷重や回転方向が正逆に変化する交番トルクの軸に最適です。
JIS規格について
キー溝加工においてキーと軸は機械要素として、JIS規格で規定されています。
機械要素とは、「機械を構成する最小の機能単位のこと」とあります。 つまり機械とは種類や機能に関係なくネジや歯車、軸、ベアリングなどのように共通した機能を果たす部品から構成されており、それらの基本的部品が機械要素です。 機械要素は代表的な7種類の機能によって分類することができます。
- 平行キーでキー溝の公差として使われている(JIS・ISO)規格表
- 勾配キー、頭付き勾配キーの規格表
- 軸の直径